

固形潤滑材ワックスの強度
当社製品の固形潤滑材ワックスには、固体潤滑剤をパラフィン等の軟質自然硬化型油脂で固めたものと、粘土と混合し800℃で焼成したものの2種類があります。
前者は、クレヨンやロウソクのような触感で、潤滑剤塗布対象物への皮膜形成も、画用紙にクレヨンで色を付けるときのようなイメージです。後者は、石墨や鉛筆の芯のような触感で、潤滑剤対象物への皮膜形成はまさに石墨や鉛筆の芯で着色するのと同じです。
従って、それぞれの機械的強度は大きく異なり、特に固体潤滑剤をパラフィン等の軟質自然硬化型油脂で固めたボルドンワックス、スーパーワックスは使用雰囲気温度の違いでも強度が大きく変化します。


あるお客様から、具体的な強度数値を知りたいというご要望があったのを機に、引張圧縮試験機を導入。
この度、3点曲げ試験でのワックス破壊値と、往復動試験での破壊状況を数値化することができました。
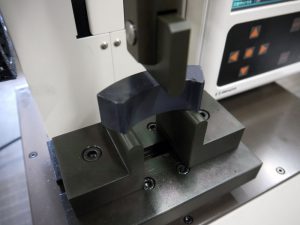
3点曲げ試験
3点曲げ試験とは、材料の曲げに対する強さや変形の様子を調べる試験のうちの1つの方法で、丸棒または角棒状の試料の両端を支え、中央に荷重を加えその変異を調べます。
材料に加わる曲げモーメントが一様ではなく、材料の基本的特性を調べるには不向きですが、材料の曲げに対する加工性を調べるなどの工業的試験はこの方法で行われているため、ワックスの破壊力を測定するのには適しています。
対象試験片
ボルドンワックス(大)、(小) ボルドンハイテンプワックス(大)、(小)
(スーパーワックスは、中にペーストが封入されているため、試験から除外)
試験方法
ー10℃、0℃、25℃、40℃、50℃、60℃、70℃、80℃ に設定した恒温槽内に1時間保持した試験片を各3個ずつ用意し、3点曲げ試験で破壊強度を調べました。
試験機
引張圧縮試験機 STD-203NB(今田製作所製)

| 3点曲げ試験結果(N)各3個の平均値 | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| -10℃ | 0℃ | 25℃ | 40℃ | 50℃ | 60℃ | 70℃ | 80℃ | |||
| ボルドン(大) | 1779 | 1523 | 1309 | 1227 | 879 | 456 | 254 | 149 | ||
| ボルドン(小) | 922 | 777 | 699 | 662 | 515 | 229 | 131 | 87 | ||
| ハイテンプ(大) | 2128 | 2112 | 2125 | 2085 | 2127 | 2122 | 2125 | 2041 | ||
| ハイテンプ(小) | 1225 | 1274 | 1123 | 1127 | 1163 | 1040 | 1021 | 1025 | ||


考察
ボルドンワックスは、温度が高くなるにつれ徐々に強度が落ちていきますが、特に50℃→60℃で強度が一気に半減する事が確認されました。
これは固体潤滑剤をパラフィン等の軟質自然硬化型油脂で固めているためで、このことからも当社のワックス取扱説明書には、ボルドンワックス及びスーパーワックスの使用雰囲気温度を-30℃~55℃位と定めています。
ボルドンハイテンプワックスは、大小共に温度による強度の変化はほとんどありませんでした。
これは固体潤滑剤を粘土と混ぜて800℃で焼成し、素焼きの状態になっているためで、当社のワックス取扱説明書には、ボルドンハイテンプワックスの使用雰囲気温度を250℃位と定めています。
(固体潤滑剤は350℃から徐々に酸化が始まり潤滑効力を失います。したがって、その温度以下であればワックスの使用は可能ですが、塗布器に使われているバネやベアリング等が250℃位で使用限界となります)
往復動曲げ試験
当社製品のボルドンワックス等は、クレーン車輪のフランジ面に押し当てて潤滑剤皮膜を塗布します。そのため、車輪の回転方向に対して、フランジ面からワックスの端面に横向きの力が働きます。クレーンは前進後退を繰り返すので、ワックスの端面に対しては、横向きの力がプラス方向とマイナス方向に不規則に加ります。
往復動曲げ試験では、現場で使用する条件に近い負荷と熱をかけることにより、よりシビアにワックスの強度を求めることができました。
対象試験片
ボルドンワックス(大)、(小) ボルドンハイテンプワックス(大)、(小)
(スーパーワックスは、中にペーストが封入されているため、試験から除外)
試験方法
熱風発生器で50℃と60℃それぞれに設定し、ワックスに直接熱風をあて続ける。
(温度センサーはワックスの側面で固定)
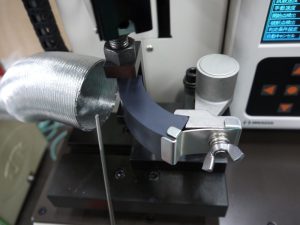
フランジ塗布器のワックスホルダーが直接取付けられる治具を作成し、実機に取付けた状態を再現。
ワックスをコの字の治具で保持し、治具の上昇と下降でワックス側面に負荷を加える。
設定値20Nになるまで加圧→30秒保持を1回とし、上昇下降を繰り返し、設定数100に対してワックスが破断した時点で停止または100回で停止。
試験機
引張圧縮試験機 STD-203NB(今田製作所製)

事前準備として、常温中でワックスがワックスホルダーにセットされた状態で、何Nで破断されるかを測定したところ、59Nで破断したため、往復動試験での設定荷重は破断荷重の1/3の20Nとしました。(3点曲げ試験で、60℃加温で強度が常温の40%以下に低下したため)
| 往復動曲げ試験(治具上昇で破断する値) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 常温(34℃) | ||||||||||
| ボルドン(大) | 59N | |||||||||
| ボルドン(小) | 37N | |||||||||
| ハイテンプ(大) | 82N | |||||||||
| ハイテンプ(小) | 45N | |||||||||
ボルドン(大)の3点曲げ試験の強度(25℃ 1309N)に対して59Nと極端に低い原因は、ワックスに対しての片持ち負荷と、ワックス止め板(バネ綱)で保持する箇所に鋭利な凹みが発生し、そこを起点として亀裂が進展したためと考えられます。
| 往復動曲げ試験結果(20Nの加圧で破断するまでの回数) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| 50℃ | 60℃ | |||||||||
| ボルドン(大) | 100回クリア | 13回で破断 | ||||||||
| ボルドン(小) | 100回クリア | 21回で破断 | ||||||||
| ハイテンプ(大) | 100回クリア | 100回クリア | ||||||||
| ハイテンプ(小) | 100回クリア | 100回クリア | ||||||||


考察
60℃以上の温度が常時ワックスにかかっている場合は、プラスとマイナスの負荷が連続してかかることにより、20Nのわずかな力でも破断することが確認されました。
実際のクレーンでは、部位的及び短時間的にしか60℃以上の熱がかからない場合でも、車輪からワックスに伝わる微振動や、加減速での不均一な摩擦抵抗等の要員で20N以下の負荷でも破損につながる可能性があります。
50℃及び常温下では100回でも破損は起こりませんでした、それぞれのワックス背面には、ワックス止め板の圧痕が確認されました。
50℃のワックスでは、止め板端面の跡が直線的に残っていますが、常温のワックスでは、止め板端面の跡が2箇所残っています。これは、ワックスの背面が若干真ん中で凹んでいるため、常温下ではワックスの硬度が維持され、圧痕は2本の線となりますが、ワックスに温度がかかるにつれ、硬度が落ちワックスの背面の凹みまで押し付けるほどの圧痕として残る。したがって、ワックス止め板でワックスを保持している境界線がワックス先端にかかる摩擦抵抗力の支点の役割をし、亀裂発生点となったと考えられます。


結論
雰囲気温度が55℃を超えるような環境でご使用をされる場合は、
ボルドンハイテンプワックス
をお勧めします。
グリースから乗り換えなど固体潤滑剤&塗布装置のお問い合わせは0561-82-7225受付時間 9:00 - 18:00 [ 土日・祝日除く ]
お問い合わせはこちら お気軽にお問い合わせください。